Efficient material handling forms the foundational core of every modern recycling facility and manufacturing plant. Implementing robust industrial conveyor systems transforms disorganized waste streams into highly structured, profitable automated processing lines. We recognize that optimal logistics require precision, durability, and seamless synchronization with existing compaction machinery.
Selecting the correct transport infrastructure directly impacts operational throughput and long-term financial viability. This comprehensive resource explores the critical components, structural variations, and strategic integration methods necessary for optimizing high-volume material processing.
Table of Contents
What are industrial conveyor systems used for in waste management?
Industrial conveyor systems in waste management are automated transport mechanisms designed to continuously move, sort, and process heavy volumes of secondary raw materials. They integrate directly with channel baling presses to eliminate logistical bottlenecks, reduce manual labor, and maximize the overall compaction throughput of a recycling facility.
The backbone of material handling: why conveyors matter
To remain competitive, modern facilities require a robust conveyor machine to streamline operations and handle high volumes of materials. Implementing the right infrastructure goes beyond moving items from A to B. Understanding the true benefits of investing in a high-quality conveyor belt includes massive reductions in manual labor costs and long-term improvements in your facility’s overall productivity.
Processing secondary raw materials efficiently demands continuous, uninterrupted operation. Heavy-duty transport mechanisms form the vital link between initial sorting and final compaction. Without reliable transport architecture, even the most powerful baling presses will experience severe throughput limitations.
The role of industrial conveyor systems in modern recycling
Modern recycling environments deal with highly variable material flows, ranging from lightweight packaging to dense metal scrap. Conveyor networks establish the primary arteries of these facilities. They systematically route municipal solid waste and industrial byproducts toward designated sorting and pressing zones.
Our engineering approach ensures that every transport module aligns precisely with the facility’s processing capacity. This synchronization prevents material overflow and maintains a steady supply of recyclables to the baling units.
Streamlining facility operations for a better return on investment

Capital expenditure on waste management infrastructure requires a clear path to a high Return on Investment (ROI). Automated transport systems drastically reduce cycle times compared to forklift or manual handling methods. Consistent material flow minimizes idle time for expensive compaction machinery.
Operational efficiency scales directly with the reliability of the feed mechanisms. Facilities that implement customized industrial conveyor systems report significant improvements in daily tonnage processing capabilities.
Reducing manual labor costs through automated transport
Labor shortages and rising operational costs challenge facility managers worldwide. Automated material routing eliminates the need for extensive manual sorting and physical transport. Workers can be reassigned to higher-value tasks, such as quality control and system monitoring.
Mechanizing the feed process also curtails human error and inconsistent loading patterns. The result is a highly predictable, standardized operation that operates at peak capacity regardless of shift changes.
Custom solutions tailored to unique operational demands
No two recycling centers process the exact same ratio of materials. Tailor-made waste disposal solutions accommodate specific facility layouts, vertical elevations, and material abrasiveness profiles. We design feed hoppers and transport belts to suit the exact application, whether bulk loaded or integrated with air transport systems.
Engineering customized parameters ensures optimal truck loading dimensions once the material reaches the baler. Flexibility in design guarantees that the transport mechanism perfectly complements the subsequent pre-press and shear technologies.
Understanding conveyor anatomy: essential parts and mechanics
Before choosing a system, it is crucial to familiarize yourself with the essential parts of conveyor systems, from drive motors to support frames. A deeper dive into understanding different types of conveyor belt parts will help your engineering team make informed decisions when it comes to replacing worn components or customizing a setup for harsh recycling environments.
Recognizing how these discrete components interact allows for precise structural customization. The synergy between power units, structural support, and moving belts dictates the system’s operational lifespan.
Identifying different types of conveyor belt parts

A functional transport mechanism relies on a complex assembly of specialized components working in unison. The primary contact surface, the belt itself, requires specific friction coefficients and tensile strength. Rollers, idlers, and pulleys maintain optimal tension and guide the belt along its designated path.
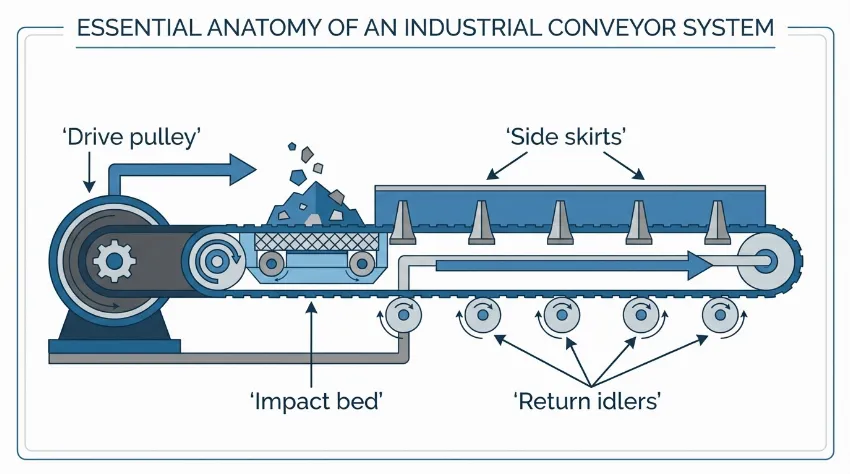
Critical structural components include:
- Heavy-duty drive and tail pulleys for continuous tension management.
- Impact beds designed to absorb shock from heavy falling debris.
- Wear-resistant side skirts to prevent material spillage during transit.
- Self-cleaning return idlers to mitigate debris accumulation.
Drive motors and power packs for heavy-duty performance
Moving tons of compacted waste up steep inclines demands exceptional torque. Compact hydraulic power units provide energy-efficient and noise-optimized main drives tailored to specific load requirements. We equip systems with high-quality hydraulic components from well-known producers to ensure uninterrupted mechanical force.
The integration of advanced PLC controllers allows precise speed modulation. This intelligent power delivery prevents motor burnout during unexpected material surges and optimizes energy consumption.
Support frames designed with robust steel construction
The structural integrity of the transport line dictates its resistance to industrial wear and tear. Support frames must withstand constant vibration, heavy impact, and torsional stress. Extra heavy construction, often utilizing internal coatings of wear-resistant steel, prevents premature structural fatigue.
Attention to every detail during the AutoCAD design phase ensures rigid frame alignment. Our manufacturing process utilizes CNC machinery to guarantee flawless assembly and long-lasting protective coatings resistant to scratches and abrasion.
Safety features and emergency stop mechanisms
Protecting personnel remains the highest priority in automated industrial environments. We integrate balers and conveyors with accessories for additional operator protection, including enclosed construction designs. Mechanical guarding over pinch points prevents accidental contact with moving pulleys and belts.
Compliance with international safety standards mandates specific control configurations. Implementing accessible trip cords and emergency stop buttons strictly adheres to regulatory frameworks (Source: OSHA standard for conveyors). Double contact breaker isolation within the electrical system provides a secondary layer of operational safety.
Exploring the different types of conveyor belts

There is no one-size-fits-all solution in material handling. Exploring the different types of conveyor belts is the first step in matching the equipment to your specific material load, whether you are moving light paper waste or abrasive scrap metal. General principles of these mechanisms are globally recognized (Source: Wikipedia).
Selecting the optimal surface material dictates operational flow and maintenance frequency. A thorough material analysis dictates whether a facility requires traditional rubber compounds, interlocking steel plates, or specialized synthetic polymers.
Heavy-duty solutions: chain and feed conveyors
For heavy-duty operations like scrap metal or dense plastics, seeing a chain conveyor belt in action demonstrates why this durable design is preferred over standard rubber belts. Furthermore, implementing efficient feed conveyor systems ensures a consistent flow of materials into processing machinery, preventing bottlenecks.
Steel chain configurations effortlessly handle sharp, jagged edge trims that would quickly shred conventional materials. Their interlocking design provides rigid support for high-impact loading zones.
Flexibility on the factory floor: portable conveyors
Not all operations are static. For facilities with shifting layouts or seasonal volume spikes, weighing the pros and cons of a portable conveyor belt can reveal highly flexible, temporary solutions for loading bays and sorting lines.
Mobile units feature adjustable height mechanics and heavy-duty caster wheels for rapid deployment. While they offer unmatched adaptability, their total weight capacity typically remains lower than permanently anchored structural systems.
Rubber and steel belts for abrasive scrap metal
Transporting tin cans, UBCs, and automotive stamping waste subjects belts to extreme abrasion. Changeable HARDOX® wear plates within the feed mechanisms extend operational lifetime significantly. For a deeper understanding of the chemical properties used in heavy-duty belting, external engineering resources provide comprehensive data (Source: Wikipedia).
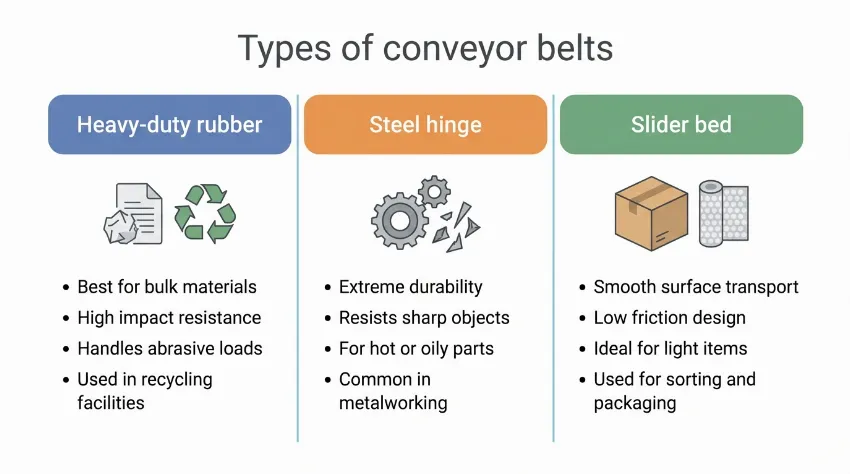
| Belt Type | Best Suited For | Primary Advantage |
|---|---|---|
| Heavy-Duty Rubber | Paper, plastics, municipal waste | High friction, flexible incline capability |
| Steel Hinge / Chain | Abrasive metals, tin cans, heavy scrap | Extreme cut resistance, high load capacity |
| Slider Bed | Lightweight packaging, sorting lines | Smooth transport, minimal material agitation |
Specialized sorting line belts for mixed material flows

Material Recovery Facilities (MRFs) require transport lines that allow personnel or optical sorters to separate mixed streams efficiently. These specialized belts feature wider profiles and operate at precisely calibrated speeds. The surface tension remains perfectly flat to prevent items from rolling backward during the sorting process.
High-performance sorting systems are particularly crucial for processing unfiltered household waste. They facilitate the extraction of valuable recyclables from non-recoverable refuse before the material reaches the compaction stage.
Customizing industrial conveyor systems for specific recycling applications
Off-the-shelf equipment rarely satisfies the rigorous demands of specialized material recovery. We base our quality concept on providing customer-specific implementations that tackle unique operational hurdles. Designing a mechanism specifically for your waste stream guarantees maximum bale density and minimizes equipment fatigue.
Through years of experience, we have learned that customization extends beyond belt length and width. It involves analyzing the exact bulk density, moisture content, and abrasiveness of the incoming secondary raw materials.
Matching equipment to highly abrasive or dense waste streams
Processing edge trims and solid industrial byproducts requires transport surfaces fortified against continuous scoring. Incorporating wear-resistant internal coatings prevents the structural degradation of the feed hopper and side walls. The bolted fixing of these wear plates ensures easy and quick replacement during scheduled downtime.
Drive motors must be upscaled to handle the specific gravity of dense waste. Insufficient torque leads to belt slippage and potential motor failure when transporting heavily compacted debris.
Processing secondary raw materials and municipal solid waste
Municipal solid waste presents a unique challenge due to its unpredictable composition and varying moisture levels. Systems processing these materials require robust liquid management and self-cleaning mechanisms. Return idlers must consistently clear debris to prevent material buildup on the tail pulleys.
Continuous processing of secondary raw materials relies on maintaining optimal belt tracking despite uneven load distribution. Engineered feed hoppers regulate the flow, transforming chaotic piles into a uniform stream.
Handling tin cans, aluminum, and edge trims efficiently
Metal processing plants require highly specific logistics to make waste valuable for recyclers and steelmakers. Transporting tin packaging, aerosols, and aluminum foils demands impact-resistant loading zones. The structural integration of the transport belt with the metal baling press guarantees a trouble-free continuous operation.
When feeding a small format can baler, the transport system must deliver a steady volume to achieve the optimal ratio of hourly performance to energy consumption. This synchronization results in small, dense bales suitable for direct use by foundries.
Managing continuous operation in high-volume recycling plants
Facilities processing hundreds of tons daily cannot afford unplanned stoppages. Equipment designed for continuous operation utilizes oversized bearings and redundant motor cooling systems. Intelligent technologies facilitate operations through comprehensive data displays, allowing managers to monitor feed rates in real time.
We ensure each machine is subjected to a rigorous quality check before delivery. This commitment guarantees that the installed architecture will withstand the relentless pace of a high-volume recycling plant.
Conveyor integration: optimizing waste disposal and baling

A conveyor is only as effective as the equipment it feeds. Proper conveyor integration with your channel baler is critical for achieving maximum bale density. When planning your logistics, knowing exactly what to look for in a conveyor belt when disposing of materials guarantees your system can handle the specific abrasiveness or weight of your waste stream. Ultimately, learning how to get rid of industrial waste with conveyor belts effectively transforms a messy logistical nightmare into a profitable, automated recycling line.
Seamless communication between the feed mechanism and the compaction unit prevents material bridging. Advanced PLC controllers coordinate the speed of the belt with the cycle time of the press ram.
Designing the perfect feed system for your channel baler
Channel baling presses handle the widest possible range of materials when fed correctly. Depending on whether you utilize pre-flap or shear technologies, the delivery mechanism must adjust its discharge trajectory. A precisely angled feed hopper prevents material from spilling over the compaction chamber.
We adjust accessories to optimize baling, bale removal, and maintenance. Integrating optional tipping devices further enhances logistics and creates a seamless transition from raw waste to compacted bale.
Synchronizing throughput capacity with baler pressing forces
Pressing forces ranging from 40 up to 205 tonnes require a massive, uninterrupted supply of material. If the transport belt moves too slowly, the baler operates at a deficit, wasting energy. Conversely, an overfed chamber leads to material jamming and triggers automatic shutdowns.
Our software optimally adjusts for different materials, guaranteeing high bale quality even when material is frequently changed. Recipe management via the new touch panel synchronizes the transport speed with the required pressing force.
Disposing of materials effectively to eliminate logistical bottlenecks
Accumulated waste at sorting stations instantly halts facility productivity. Strategic placement of transport lines ensures immediate evacuation of processed streams. Moving materials directly from the sorting line to the compaction chamber minimizes required floor space and forklift traffic.
The very compact construction of our integrated systems results in a significant space reduction within cramped recycling centers. This spatial efficiency allows facilities to process higher volumes without expanding their physical footprint.
Transforming messy waste into a profitable automated line
Treating, compacting, and wrapping waste plays a vital role in optimizing transport costs. Highly compacted and stackable bales represent the ultimate goal of the entire transport and pressing sequence. Achieving optimized bale dimensions directly facilitates efficient full truck loading.
Automated material delivery removes the chaos from waste processing. A synchronized line yields heavy, well-shaped bales that command higher market prices and significantly reduce landfill expenditure.
Automating workflows with robust sorting lines and handling solutions
Integrating distinct processing stages into a singular, unified workflow maximizes facility output. Robust handling solutions eliminate manual transfer points between shredders, sorters, and balers. This comprehensive automation minimizes material loss and drastically reduces airborne dust generation.
Intelligent routing systems automatically divert non-conforming materials before they reach the compaction chamber. This proactive separation preserves the integrity of the final bale and protects sensitive shear blades from severe damage.
Separating mixed material flows by type
Modern MRFs rely on complex transport networks to feed optical sorters, magnetic separators, and eddy current rotors. These belts must maintain precise material distribution to allow sensors to identify specific polymer types or ferrous metals. Overlapping material prevents accurate sensor readings, necessitating carefully calibrated belt speeds.
We supply conveyor systems implemented in a customer-specific manner using various types of specialty belts. This ensures optimal presentation of the waste stream to both automated sorting technology and manual quality control personnel.
Adapting to seasonal volume spikes and factory layout changes
Recycling volumes fluctuate significantly throughout the year, particularly in packaging and municipal waste sectors. Industrial conveyor systems designed with modularity in mind accommodate these spikes without requiring complete overhauls. Variable frequency drives allow operators to throttle the transport speed based on current volume demands.
When factory layouts evolve, modular transport sections can be reconfigured or extended. This adaptability prevents existing infrastructure from becoming obsolete during facility expansions.
Enhancing workplace safety and operator protection
Minimizing forklift traffic on the factory floor drastically reduces the statistical probability of workplace accidents. Automated transport creates predictable, contained material flow paths. Enclosed construction designs contain flying debris when processing highly pressurized items like aerosol sprays or rigid plastics.
We rigorously apply fundamental CE standards to all mechanical designs. Equipping the electrical system with double contact breaker isolation guarantees a high level of safety during routine operational checks.
Achieving long-term cost reduction in material processing
The initial capital investment in robust transport infrastructure rapidly pays dividends through sustained operational savings. Reduced energy consumption, lowered manual labor requirements, and minimized machine downtime compound into substantial financial benefits. Consistently producing stackable bales for optimal truck loading slashes logistical expenditure.
Processing high-quality materials guarantees long-lasting products with a very low susceptibility to faults. Developing systems to achieve the optimal ratio of hourly performance to energy consumption directly reduces daily operating costs.
Maintenance and troubleshooting for maximum uptime
Even the best systems require regular upkeep to prevent catastrophic breakdowns. Simple daily habits, such as knowing how to track a conveyor belt correctly, will prevent misalignment and costly belt edge damage. Additionally, your maintenance team must understand how to best maintain conveyor belt wheels to ensure the drive system operates smoothly and endures years of heavy industrial use.
Proactive equipment management relies on identifying microscopic wear patterns before they escalate into structural failures. Implementing a regimented servicing schedule preserves the integrity of valuable machinery and guarantees continuous secondary raw material processing.
Establishing daily inspection habits to prevent breakdowns
Preventative maintenance begins with thorough daily visual inspections. Operators should systematically evaluate hydraulic lines for fluid weeping, inspect electrical connections, and monitor motor temperatures. Identifying excessive vibration or unusual acoustic profiles often preempts serious mechanical faults.
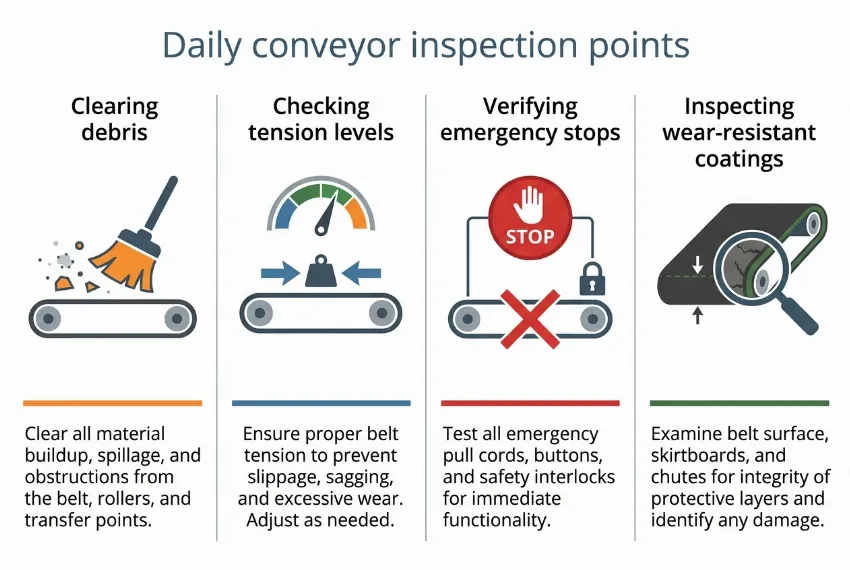
Crucial daily inspection checkpoints include:
- Clearing accumulated debris from tail pulleys and return idlers.
- Checking the tension levels of the main drive belts.
- Verifying the functional status of all emergency stop mechanisms.
- Inspecting wear-resistant internal coatings for excessive scoring.
Correctly tracking belts to avoid costly edge damage
Improper belt alignment causes severe friction against the support frame, rapidly degrading the belt’s edges. Tracking issues usually stem from uneven loading, unlevel structural frames, or material buildup on the rollers. Technicians must adjust the tail pulleys incrementally to guide the belt back to the center line.
Operating a misaligned system significantly increases energy consumption due to elevated mechanical drag. Correcting tracking anomalies immediately extends the functional lifespan of the most expensive transport component.
Best practices for maintaining conveyor belt wheels and drives
Drive wheels and heavy-duty casters endure immense friction and load-bearing stress. Lubrication protocols must be strictly adhered to, utilizing high-grade industrial grease suitable for dusty environments. Over-lubrication can be just as detrimental as under-lubrication, as excess grease attracts abrasive particulate matter.
Regularly inspecting the hydraulic power packs ensures optimal fluid viscosity and pressure retention. Utilizing high-quality hydraulic components from producers like Parker and Bucher requires corresponding adherence to precise maintenance guidelines.
Utilizing intelligent technologies for fast technical support
When complex electrical or hydraulic anomalies occur, rapid diagnostics prevent extended facility downtime. Modern PLC controllers log operational data, allowing technicians to pinpoint the exact sequence that triggered a safety fault. This digital footprint eliminates diagnostic guesswork.
Intelligent technologies enable the highest level of product performance while conserving resources. Should faults occur, modern telemetry and telephone-based services can quickly rectify issues in 95% of cases, ensuring minimal disruption to the baling process.
Summary of Industrial Transport Optimization
Strategic implementation of industrial conveyor systems fundamentally upgrades the efficiency and profitability of waste management operations. By matching specific belt technologies to the abrasiveness and volume of your material stream, facilities can eliminate processing bottlenecks and drastically reduce manual labor costs. Seamless integration between the feed mechanism and heavy-duty baling presses ensures a continuous, high-density compaction cycle.
Investing in extra heavy construction, intelligent PLC controls, and proactive maintenance protocols guarantees long-term operational resilience. Ultimately, reliable automated transport architecture serves as the vital link that transforms chaotic municipal and industrial waste into highly valuable, market-ready secondary raw materials.
Frequently Asked Questions (FAQ)
What is the primary function of industrial conveyor systems in recycling?
They automatically transport, sort, and continuously feed large volumes of secondary raw materials into processing equipment like channel baling presses, eliminating manual handling and optimizing facility throughput.
Why are chain conveyors preferred for scrap metal processing?
Steel chain configurations offer extreme resistance to cuts, impacts, and heavy abrasion. They effortlessly handle dense, sharp materials like tin cans and edge trims that would quickly destroy standard rubber belts.
How does a conveyor system integrate with a channel baler?
The transport mechanism uses advanced PLC controllers to synchronize its feeding speed with the baler’s cycle time and pressing force. This ensures the compaction chamber is consistently filled without overflowing, maximizing bale density.
How can we prevent our conveyor belts from suffering edge damage?
Implementing daily inspection habits, ensuring structural frames remain perfectly level, preventing material buildup on pulleys, and correctly tracking the belt alignment will eliminate lateral friction and prevent costly edge degradation.